

The shape of the cutting tool has a great influence on the cutting, and the reasonable shape of the cutting tool is beneficial to improve the speed and quality of cutting. The shape of the cutting tool mainly includes the geometric angle of the cutting tool, clamping form, insert thickness, edge and so on.
①According to the processing characteristics of the roll, in order to improve the strength of the insert itself, the insert without hole is generally selected and the clamping form is pressed up. It is worth noting that the pressing plate can not interfere with the flow of chips.
②When the cutting state of the insert is constant, the thickness of the insert directly affects the anti-impact and anti-vibration ability of the insert. In general, when selecting the thickness of the insert, the insert with the thickness of 07 (7.94 mm) should be selected as far as possible.
③The shape of the insert is generally round or square. When the clamping rigidity of the workpiece, machine tool and workpiece is high, a circular insert or a square insert can be used with a smaller main deflection angle to improve the cutting efficiency. When the workpiece, machine tool and clamping rigidity are poor, square inserts can be selected and a larger main deflection angle can be used to reduce the cutting radial resistance and avoid cutting vibration.
④Compared with the main deflection angle of round insert and straight insert, the round insert becomes smaller with the decrease of cutting depth, but the straight insert does not change. The round insert has no cutting tip, and the straight insert tip is a weak point. It is very suitable for circular insert in shallow cutting depth. When machining high hardness alloy cast iron, main deflection angle effect is very obvious. However, when the cutting depth is the same, it can be seen from figure 1 that the cutting edge increases, the cutting resistance increases, and the roughness decreases.
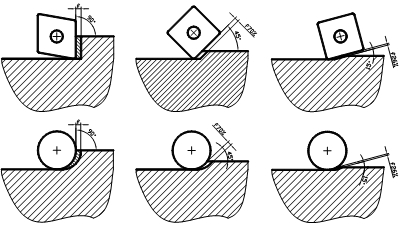
Figure 1 The influence of different insert shapes on cutting
In the production practice of machining rolls, the failure forms of cutting tools often occur, and the common failure forms and improvement measures are as follows:
①Cutting tool wear: generally occurs in the low speed cutting of brittle materials, because the hardness difference between the cutting tool material and the workpiece is too small. From the cutting practice of machining high speed steel rolls, it is proved that when the hardness of the workpiece is at HSD83~93 and cutting temperature exceeds 1200 °, the cubic boron nitride in the insert will have phase transformation. In the machining of high-speed steel roll, when the front and rear tool faces are worn at the same time which look like “crescent depression”. It shows that the cutting area has exceeded 1200 ℃, and the phase transformation wear occurs. The main solution is to adjust the cutting speed and feed rate.
②Cutting edge chipping: When the cutting edge is unable to bear large cutting force, cutting vibration, cutting impact and other processing conditions, the cutting edge chipping will occur, and abnormal cutting sound and vibration can generally be heard. The problem of cutting edge chipping is mainly to reduce the cutting force and cutting vibration borne by the edge, and the solving method is to improve cutting tool angles, cutting edge types and cutting parameters.
③Breakage: There are three main reasons for the breakage of the insert: first, the reason of the cutting tool itself, such as the unevenness of insert bottom or shim, the chip and crack in the production process of the insert and so on; second, the reason of the cutting process is that, the hard phase in the cutting process causes the gap of the insert edge, which is caused by the continuous impact of the chip for a long time, and finally leads to fracture. The third operation problem is that the cutting tool collides with the cutter in the cutting process, crashes the car, which does not change when the insert is worn seriously and the feed rate is too large and so on.
Funik FBN products can be used in the cutting of all kinds of high hardness rolls, which improves the cutting efficiency of rolls. Reasonable selection of PCBN cutting tool shape and cutting parameters can ensure the smooth machining of the roll and maximize the advantage of the PCBN cutting tool in the machining of the roll.

CBN Superabrasive
Improve grinding efficiency to a new level
PCD Blank
Improve the comprehensive competition advantages of cutting tool manufacturer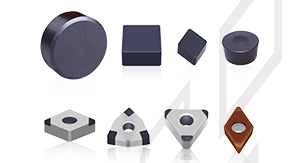
PCBN Insert
Substantially improve cutting efficiency and tool life
HPHT Lab-grown Diamond
Protecting the environment and creating art and beauty with technology is the tireless pursuit of Funik