

The roll is the most important production tool of the rolling mill, which directly processes the rolled piece and completes the basic working procedure of the rolling process-- the plastic deformation of the metal. It is directly related to product quality, output and economic benefits, and is a very important factor in the production process. The quality of the roll will directly affect the mechanical properties, dimensional accuracy, plate shape and surface quality of the product. Secondly, the quality of the roll will also directly affect the production output, such as the increase of the number of roll changes will directly reduce the production output, so how to better and faster processing the roll is particularly important.
1.Roll classification and hardness
According to the material, they are mainly classified as cast iron rolls, cast steel rolls, forged steel rolls and cemented carbide rolls, and their hardness is shown in Table 1:
|
Roll material |
Roll type |
Working layer hardness |
|
Cast iron |
(Infinite) chilled cast iron |
HSD60-70 |
|
High nickel and chromium |
HSD75-85 |
|
|
High chromium iron |
HSD70-80 |
|
|
Cast steel |
High carbon semi-steel |
HSD55-70 |
|
High chromium steel |
HSD70-78 |
|
|
High speed steel |
HSD80-88 |
|
|
Forged steel |
Alloy forged steel (e. G. 9Cr2Mo) |
HSD92-105 |
|
Cemented carbide |
Tungsten carbide |
HRA83-87 |
2.Selection of machining cutting tools and parameters
With the improvement and promotion of the performance of PCBN products, it has become a reality to choose PCBN cutting tools to process rolls. PCBN inserts have higher hardness, wear resistance, impact strength and crushing resistance than vitrified inserts.
①The matching between the characteristics of PCBN insert and the hardness, strength and the other difficult-to-machining characteristics of the roll.
②The stability and power of the machine tool and the ability of chip formation are often the factors that limit the cutting parameters. Practice has proved that the most economical cutting parameter is high feed and low cutting speed.
③The selection of feed rate is related to cutting depth, insert size, thickness and shape.
④For the choice of cutting depth, if allowed, choose a large cutting depth, but pay attention to balancing the cutting tool load.
⑤The choice of cutting speed, cutting speed and (cutting tool distance) path, material hardness, strength, generally choose medium and low speed. The high rotational speed of the workpiece will cause vibration due to centrifugal forces such as the uniformity of workpiece structure and deformation after heat treatment, resulting in machining errors and shortening cutting tool life.
From the application practice, it can be seen that the cutting efficiency of Funik FBN products is 2.38 times higher than that of cemented carbide ZK10UF, and the cutting tool durability is increased by 4.5 times. For large machine tools, if the tool is changed frequently within 30 minutes, it takes a lot of time to change the tool, resulting in extremely production efficiency. The formulation of cutting parameters is related to many factors, such as machine tool rigidity, workpiece shape, workpiece material, cutting tool structure, cutting tool material, cutting tool geometric angle, and so on. The selection of appropriate cutting parameters is an effective way to ensure the normal machining of the roll.

CBN Superabrasive
Improve grinding efficiency to a new level
PCD Blank
Improve the comprehensive competition advantages of cutting tool manufacturer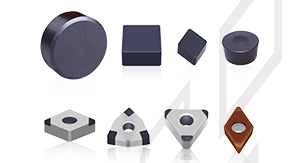
PCBN Insert
Substantially improve cutting efficiency and tool life
HPHT Lab-grown Diamond
Protecting the environment and creating art and beauty with technology is the tireless pursuit of Funik