

PCBN cutting tools are often used to cut gray cast iron, hardened steel, bearing steel, tool steel, (nodular cast iron) powder metallurgy and other difficult-to-machining materials with high hardness. Cutting tool wear is inevitable in the cutting process. The wear of PCBN cutting tools is usually caused by a variety of wear mechanisms, such as mechanical wear, adhesive wear and diffusion wear. When the wear of the cutting tool reaches a certain extent, the machining quality of the parts can not be guaranteed or even the cutting tool will be damaged, resulting in tool failure. In order to improve the service life of PCBN cutting tools, the causes of common wear forms of PCBN cutting tools in practical use are analyzed, and the following specific measures can be taken to improve them:
(1)Rake face wear
The main wear form on the rake face of PCBN cutting tool is crescent depression wear, and the wear begins to occur at the beginning of cutting. Crescent depression wear is mainly caused by mechanical wear and diffusion wear. Both mechanical wear and bonding wear will weaken the binder in the PCBN cutting tool, make the CBN grains peel off, lead to the crescent depression wear of the cutting tool, and the depth of the crescent depression will increase with the cutting process.
Improvement measures: (1) change to a material with higher wear resistance in the crescent depression; (2) increase the rake angle; (3) reduce the cutting speed; (4) reduce the feed rate and cutting depth; (4) check whether the cutting point of the insert is high in the center; (5) if the machined workpiece is made of cast iron, and should check whether its ferrite content is within the control range.
(2)Flank wear
Different from the rake face, the flank wear of the PCBN cutting tool is very small in the early stage of cutting, even after the cutting begins for a period of time. With the progress of cutting, the wear of the flank begins to increase gradually, and the main wear form of the flank is groove wear.
Improvement measures: (1) reduce the cutting speed; (2) increase the feed rate; (3) change the material with better wear resistance.
(4)Micro chipping of cutting edge
The generation of the micro cutting edge chipping is related to the strength and toughness of the cutting tool material, such as the lack of toughness of the cutting tool material leads to the micro edge chipping of the cutting edge, and it is closely related to some chemical reactions and the adhesion of the workpiece material to the tool face in the cutting process, such as cutting adhesion leads to cutting edge shedding and so on.
Improvement measures: (1) adopt the insert with inverted edge or grinding treatment; (2) reduce the cutting speed or avoid intermittent cutting as far as possible; (3) improve the rigidity of the process system; (4) if intermittent cutting is inevitable (such as holes and grooves on the machining surface, etc.), the corresponding cutting entry parts should be pre-chamfered; 5. Change the cutting speed to optimize the cutting condition and avoid vibration.
(5)Serious edge chipping of the cutting tool
If the cutting tool material, cutting parameters or cutting conditions are not selected properly, and the cutting tool is subjected to greater mechanical impact and thermal shock, the cutting tool may be chipped or damaged seriously.
Improvement measures: 1. Reduce the cutting speed or machining allowance to reduce the cutting load; 2. Reduce the cutting speed; 3. Appropriately increase the radius of the cutting tip (or even use the round insert); 4. Use a insert that has been turned or ground on cutting edge; 5. Check whether the insert is installed correctly and reliably and whether the installation surface is in good condition (especially the whole CBN insert); 6. Check whether the center height of the cutting edge of the insert is correct.
The success of PCBN cutting tools depends not only on the PCBN cutting tools themselves (material composition and geometry), but also on all aspects of the whole machining system, such as the performance of machine tools, the reliability of workpiece clamping, the rigidity of the tool hoder system, the rationality of insert selection, the selection of cutting parameters, etc., which will affect the cutting effect of PCBN cutting tools. Only by using PCBN cutting tool correctly and reasonably can we improve the machining efficiency, reduce the production cost and obtain the maximum technical and economic benefits.

CBN Superabrasive
Improve grinding efficiency to a new level
PCD Blank
Improve the comprehensive competition advantages of cutting tool manufacturer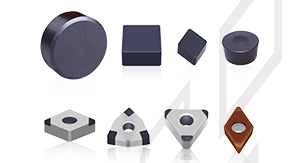
PCBN Insert
Substantially improve cutting efficiency and tool life
HPHT Lab-grown Diamond
Protecting the environment and creating art and beauty with technology is the tireless pursuit of Funik