

I. Summary of cutting polycrystalline cubic boron nitride (PCBN) compact
Polycrystalline cubic boron nitride (PCBN) compact is a new cutting tool material formed by CBN polycrystalline grains and WC cemented carbide matrix through binder under the condition of high temperature and high pressure. It has the advantages of high stability, low friction coefficient and good thermal conductivity, so it has become an ideal material for manufacturing tools, drills and other wear-resistant tools. Polycrystalline cubic boron nitride (PCBN) material has the characteristics of high temperature resistance and high hardness, so it is the best choice for dry turning hard materials, and it has been more and more used in the field of ferrous metal processing.
However, PCBN compact is a kind of super-hard and difficult-to-machining material. With the continuous progress of technology, laser cutting as a non-contact, no mechanical cutting force, can cut different geometric shapes of the cutting technology, which is getting more and more attention. It has become one of the main cutting methods of PCBN compact. In the process of laser processing, laser power, pulse frequency and cutting speed have an important influence on the cutting quality of PCBN.
II. Analysis of laser cutting mechanism
The cutting quality of PCBN has an important relationship with the energy density of laser on the surface of the material. Laser power and cutting speed determine the amount of laser energy obtained per unit area of the material. The power density I on the laser spot can be expressed as:

In the formula, E is the single pulse laser energy, d is the spot diameter and tp is the pulse width.
When the pulse width and frequency are constant, increasing the output power can increase the power density of the laser beam. The higher the power density is, the more gaseous substances produced in the machining process are, the greater the cutting width and depth are, and the better the cross-section quality is, which is also beneficial to the follow-up processing. The increase of power expands the range of cutting speed and improves the stability and efficiency of cutting quality. But it should avoid edge chipping caused by excessive power. With the increase of pulse frequency, the single pulse energy, peak power, slit width and taper decrease.
III. Influencing factors of laser processing
1.Laser power
Laser energy is the main source of energy in the cutting process, and the power directly affects the energy density in the cutting process. The laser power has an important influence on the width and taper of the slit. With the increase of power, the width of the slit increases, the taper decreases, and the amount of material removal increases.
2.Pulse frequency
With the increase of frequency, the slit width and cutting taper decrease obviously. With the increase of pulse frequency, the single pulse energy decreases and the spot overlap increases, which plays an important role in improving surface cutting quality and reducing cracks.
3.Cutting rate
With the increase of laser cutting rate, the slit width tends to decrease, the cutting rate increases, the slit taper increases, and the cutting quality decreases. This is because the laser action time is shortened, the energy density is reduced, and the material obtains less energy. If the cutting speed is too fast, it is easy to cause the slag to be cleaned or not to be cut. If the cutting speed is too low, the material will overburn. The cutting width and material heat-affected zone are too large, the cutting quality is poor, and the production efficiency is low.
IV. Summary
The combination of laser power and cutting speed determines the energy of the cutting line. The proper increase of line energy is beneficial to improve the cutting quality, but the overburning and edge chipping of the material should be avoided. With the increase of pulse frequency, the energy of laser single pulse is reduced and the width and taper of slit are reduced, which is beneficial for improving the cutting quality.

CBN Superabrasive
Improve grinding efficiency to a new level
PCD Blank
Improve the comprehensive competition advantages of cutting tool manufacturer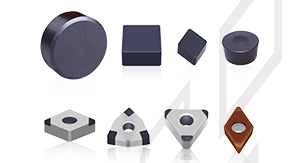
PCBN Insert
Substantially improve cutting efficiency and tool life
HPHT Lab-grown Diamond
Protecting the environment and creating art and beauty with technology is the tireless pursuit of Funik