

Hardened steel is a typical wear-resistant and difficult-to-machining material, which has high mechanical strength and fatigue wear resistance after de-stress by quenching or low-temperature tempering, so hardened steel is widely used in a variety of occasions that require high hardness and wear resistance, such as gears, bearings and so on. When cutting hardened steel, PCBN cutting tools usually use dry cutting, and its working temperature can usually reach more than 1000 ℃. When the thermal conductivity of cemented carbide, vitrified cutting tools and even diamond cutting tools increases at such a high temperature, their properties will decrease sharply, which will affect the smooth progress of cutting. Usually when the cutting temperature is high, especially when cutting hardened materials, high temperature can soften the hard surface layer and make the cutting proceed smoothly, so it is necessary for the PCBN cutting tool to show its thermal stability and excellent performance at high temperature to meet the requirements of cutting conditions.
1.Advantages of PCBN cutting tools in machining hardened steel
1.1When cutting hardened steel at the temperature of 800-1000 ℃, the hardness and wear resistance of PCD, vitrified and cemented carbide cutting tools decrease greatly, while the durability of PCBN cutting tools decreases somewhat at relatively low temperature, but it still maintains high performance, which is the best of all cutting tools.
1.2PCBN cutting tool does not produce oxidation phenomenon under the high temperature produced by cutting. When cutting iron metals, because of its high chemical inertia, it is not easy to react with it, and has high stability, so the chemical wear when cutting hardened steel is relatively small, so it has very high wear resistance.
2.Wear characteristics of hardened steel machined by PCBN cutting tool
In cutting hardened steel, PCBN cutting tools have many kinds of wear forms, among which the rake face wear, that is, the range of crescent depression wear is smaller, which is due to the small cutting depth and the brittleness of materials, while the flank wear is similar to that in cemented carbide cutting, except that the wear speed of PCBN cutting tools is much slower than that of cemented carbide tools. PCBN cutting tool wear will lead to the reduction of tool durability, frequent tool changes, the reduction of dimensional accuracy of machined workpieces, the decrease of surface roughness and so on. The main cause of PCBN cutting tool wear is the chemical wear of CBN grains during machining, and the wear resistance of binder is better than that of CBN grains in the cutting process.
2.1The large cutting force is due to the high hardness of PCBN cutting tools and hardened materials, and the cutting edge of PCBN cutting tool usually has the structure of chamfer or edge grinding, which enhances the strength of the cutting edge and avoids the premature wear and failure of the cutting edge, but it also increases the cutting force significantly in the cutting process.
2.2High cutting temperature PCBN cutting tool cutting hardened steel is usually carried out under dry cutting conditions. The collision and friction of two high hardness materials will produce very high cutting temperature and heat, which will not only affect the dimensional accuracy and surface roughness of the machined workpiece, but also lead to the wear of PCBN cutting tools, so that the durability will be reduced.
2.3When cutting hardened steel with serrated chip PCBN cutting tool, the hardness is very high, and the machining allowance is small, and the metal material removed by cutting is thin, so the sawtooth chip is usually produced in the cutting process. In the process of its formation, it is often accompanied by periodic cutting force and higher cutting temperature.
3.Conclusion
PCBN cutting tool (Polycrystalline Cubic Boron Nitride cutting tool) has excellent performance, high hardness, wear resistance, red hardness and thermochemical stability at high cutting temperature, which is more suitable for advanced machining methods such as high-speed and dry cutting and "turning instead of grinding". At the same time, it has better machining flexibility when cutting hardened steel, and its machining surface quality can get or even exceed that of traditional grinding.

CBN/DIA Superabrasive
Improve grinding efficiency to a new level
PCD Blank
Improve the comprehensive competition advantages of cutting tool manufacturer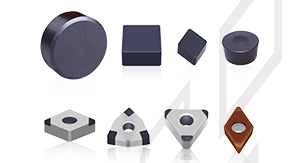
PCBN Insert
Substantially improve cutting efficiency and tool life
HPHT Lab-grown Diamond
Protecting the environment and creating art and beauty with technology is the tireless pursuit of Funik